东莞市巨峯塑胶模具制品有限公司专业从事研发、设计、满足客户需求的中高端精密模具制造公司
全国服务热线:
134 1443 0348
东莞市巨峯塑胶模具制品有限公司专业从事研发、设计、满足客户需求的中高端精密模具制造公司
134 1443 0348




PPA+PA66+碳纤维材料的技术攻坚与模具创新
一、材料选择的战略意义与技术挑战
在无人机产业高速迭代的今天,"克克计较"已成为行业共识。机臂作为无人机的核心承力结构,其重量占比高达整机结构的25%-30%。巨峯模具选择PPA(聚邻苯二甲酰胺)+PA66+碳纤维这一复合体系,是基于材料科学与工程应用的深度考量:
材料优势解析:
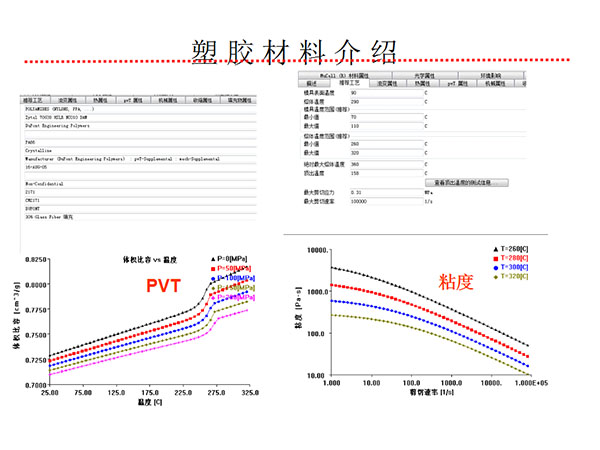
PPA的高刚性基底:热变形温度(HDT)可达280°C以上,玻璃化转变温度(Tg)约125°C,为无人机在高温环境作业提供保障

PA66的韧性平衡:改善PPA的脆性,提升抗冲击性能,缺口冲击强度可提升40%-60%
30%碳纤维增强:拉伸模量突破15GPa,密度仅1.35-1.45g/cm³,实现比强度与比刚度的极致平衡
然而,这一"黄金配方"在注塑成型中面临流变学层面的根本矛盾:高填充含量导致熔体粘度指数级上升,碳纤维的高长径比(通常L/D>20)在剪切流场中发生取向,形成各向异性收缩——这正是表面浮纤(Fiber Exposure)与熔接痕(Weld Line)的物理根源。
二、浮纤与流痕的机理攻克
2.1 浮纤形成的物理机制
当熔体前沿(Fountain Flow)推进时,纤维在喷泉流效应作用下发生迁移:
表层低剪切区:纤维平行于流动方向排列

芯层高剪切区:纤维取向紊乱,形成"核壳结构"
冷却过程中,树脂基体收缩率(约1.5%-2.0%)远大于碳纤维(<0.1%),表面树脂回缩后,纤维顶端暴露于表面,形成肉眼可见的"浮纤"。
2.2 系统性解决方案
模具温度场重构: 采用变模温技术(Variotherm),将模面温度在充填阶段提升至140-160°C(接近材料熔点),延缓表层固化,使纤维在保压阶段仍能浸润树脂。充填完成后快速冷却至80°C以下,缩短成型周期。

浇口与流道优化:
采用扇形浇口(Fan Gate)替代点浇口,降低剪切速率(γ)至500-1000s⁻¹以下,减少纤维断裂
流道直径扩大至8-10mm,实现压力传递效率>85%,避免末端欠注
表面纹理工程: 模具型腔采用皮纹蚀刻(VDI 30-34),利用微观凹凸结构散射光线,将浮纤的视觉效果降低60%以上,同时提升表面摩擦系数,利于后续涂装附着。
三、薄壁化设计的精度与变形控制(核心攻坚)

当产品壁厚压缩至0.7-0.9mm区间,传统注塑理论面临失效风险。此时熔体流动长度与壁厚比(L/t)超过200:1,进入薄壁注塑(Thin-wall Molding)的临界领域。
3.1 填充困难的流变学突破
剪切热效应的精准利用: PPA/PA66熔体属于假塑性流体,遵循幂律模型:τ = K·γⁿ (n<1)。在0.8mm薄壁中,为达到300mm/s的填充速度,剪切速率可达10⁴s⁻¹量级,此时熔体粘度骤降,产生显著剪切热(ΔT≈15-20°C)。

模具设计需构建"剪切热-传导热"耦合控制:
型腔表面镶嵌铍铜合金(BeCu)镶件,热导率(130W/m·K)是钢材的3倍,实现局部快速导热
采用随形冷却通道(Conformal Cooling),通过金属3D打印制造,使冷却水路距型腔表面保持8-10mm等距,温差控制在±3°C以内
多级注射策略:
第一段:高速(80-90%)突破浇口冻结风险
第二段:中速(50-60%)稳定推进,避免喷射(Jetting)
第三段:低速(20-30%)压实,消除缩痕
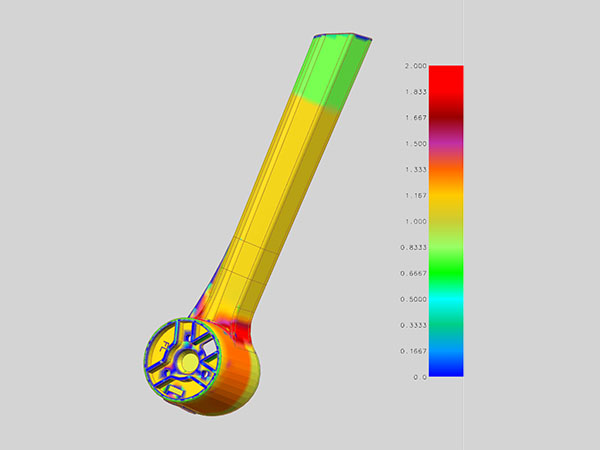
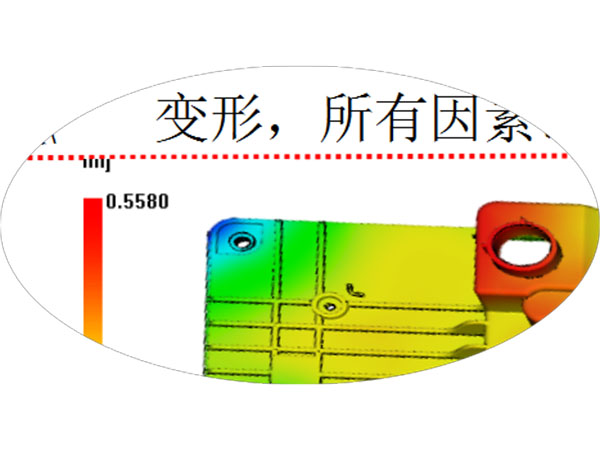
3.2 翘曲变形的结构力学平衡
薄壁件翘曲源于各向异性收缩差异。碳纤维取向导致流动方向收缩率(0.3%-0.5%)远低于垂直方向(0.8%-1.2%),形成内应力场。
模具结构强化设计:
加强筋拓扑优化:采用仿生晶格结构(Bionic Lattice),在0.9mm壁厚内嵌入0.4mm微筋,筋位拔模角扩大至1.5°-2°,避免脱模拉伤
非对称冷却布局:在翘曲趋势凸侧布置密集水路,凹侧稀疏布置,利用温差产生反向应力补偿,实测翘曲量从1.2mm降至0.3mm
脱模系统革新:
采用氮气辅助脱模(Gas-assisted Ejection),在顶出前0.5秒注入0.6MPa氮气,使产品与型腔壁分离,消除真空吸附效应
顶针直径缩小至1.5mm,布置密度提升至25-30个/件,单点顶出力<5N,避免顶白(Stress Whitening)
3.3 排气系统的极限设计
在0.7mm薄壁末端,熔体前沿速度超过200mm/s,型腔空气需在0.1秒内排出,否则产生diesel effect(柴油效应)导致烧焦。
真空排气技术(Vacuum Venting):
在熔体最后填充区域设置真空抽气槽(0.02mm×5mm),配合外部真空泵,型腔内残压<50mbar
分型面采用表面微孔透气钢(Porous Steel),孔隙率15%-20%,实现全周界排气
四、模具结构强度的轻量化悖论
为匹配无人机机臂的极致轻量化,模具本身亦需结构减重,但必须保证在80-100MPa型腔压力下的刚性。
高刚性轻量化设计:
模架采用高强铝合金(7075-T6),比刚度达钢模的3倍,重量减轻40%
关键承力部位(如浇口套周边、滑块导轨)镶嵌硬质合金钨钢(KD20),硬度HRA 89-91,耐磨性提升10倍
采用拓扑优化算法去除冗余材料,在有限元分析(FEA)验证下,实现模具整体减重25%而变形量<0.02mm
五、热平衡控制的智能化升级
模温动态闭环系统: 集成红外热成像传感器,实时监测型腔表面温度场,通过PID算法调节各区域水温,响应时间<3秒。针对PPA+PA66的高结晶特性,设置后模温高于前模5-8°C,利用温差控制包紧力分布,优化脱模性能。
热流道精准控温: 采用针阀式热流道(Valve Gate),每点温度独立控制(±1°C),消除传统开放式热流道的拉丝(Drooling)问题。浇口直径精确至φ1.2mm,实现冷浇口效果,减少后续加工。
六、结语:精密注塑的边界突破
巨峯模具在无人机机臂项目中的技术实践,印证了"材料-工艺-模具"三位一体的系统工程哲学。从30%碳纤维的流变控制,到0.7mm薄壁的极限填充;从各向异性变形的结构补偿,到真空排气的气体动力学优化——每一个环节都是对注塑成型物理极限的挑战。
这不仅是模具技术的精进,更是高端装备制造向轻量化、高强度、精密化演进的时代注脚。当碳纤维在熔体中定向排列,当薄壁件从模具中完美脱模,我们看到的不仅是产品的诞生,更是材料科学与工程技术深度融合的工业美学。



